
はじめに
溶接は、2つ以上の材料を結合するための手法であり、多くの産業で広く利用されています。しかし、その溶接にはサイズ的に大小さまざまなスケールが存在しています。その中でも微細レーザ溶接と(電気的なマクロな)スポット溶接は特に興味深い比較対象となります。
スポット溶接
形態と方法
溶接形態には様々ありますが、その中でもスポット溶接とは、金属を溶接するための一般的な方法で、2つの金属片の接触部分をスポット(点)で加熱し、金属を溶かし、一体化させる方法です。通常は電気で加熱することが行われます。
溶接手法の点では、微細レーザ溶接があります。これは、名前の通り、レーザ光を用いて微細な溶接を行う方法です。この技術は、繊細な部品や高精度を必要とするアプリケーションにとって最適であり、微細で精密な加工ができるレーザの特長をいかした溶接手法と言えます。
電気を用いたスポット溶接と微細レーザスポット溶接の違いは、使用するエネルギー源とその精度にあります。電気的なスポット溶接は電気を使用し、微細レーザ溶接はレーザ光を使用します。
電気的なマクロなスポット溶接は、溶接棒を接触させて加工します。スポットサイズがmmレベル以上と大きく、その形状の精度も高くありません。
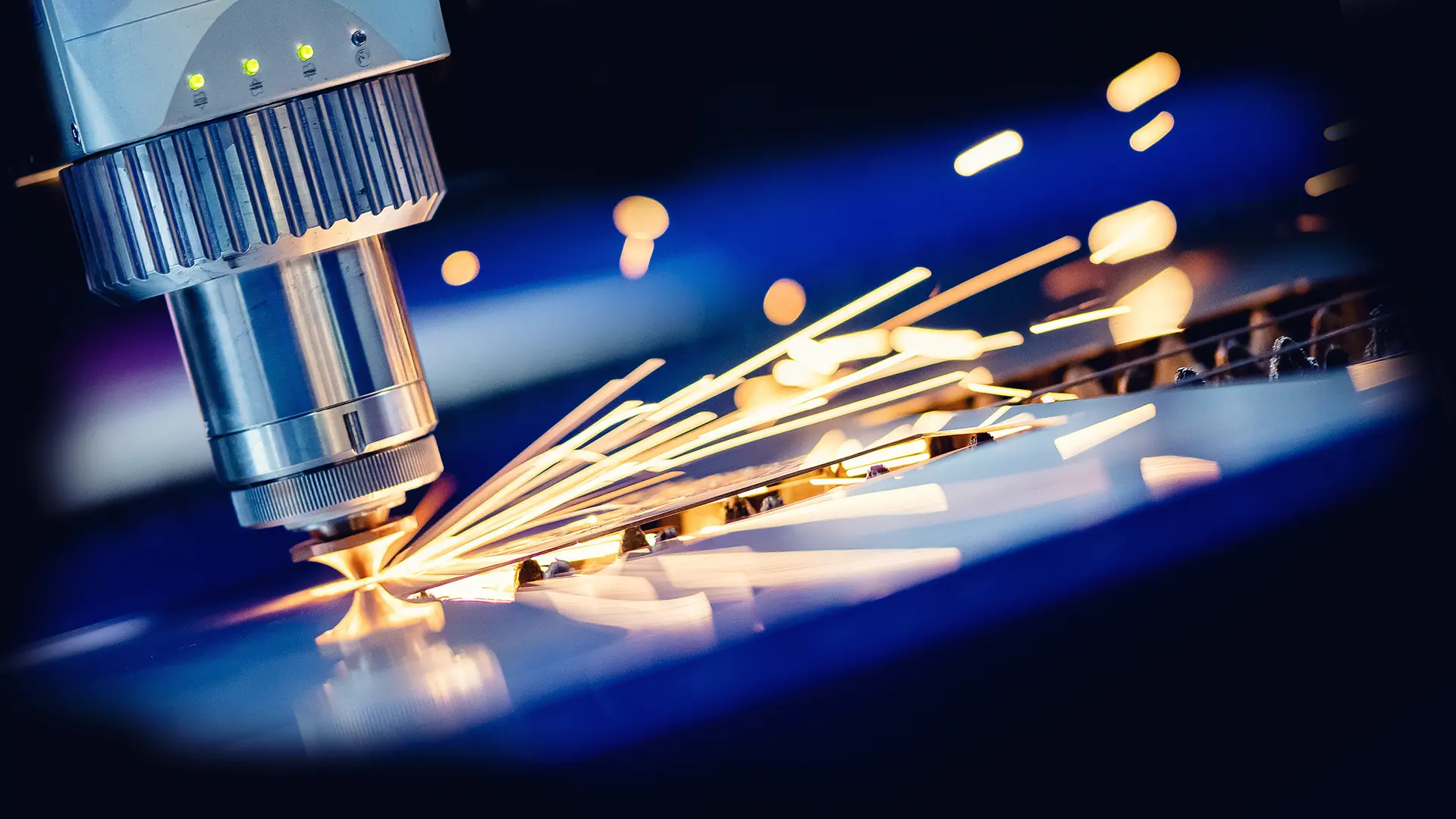
一方で微細レーザスポット溶接は、非接触レーザを使用して金属を溶接する非接触プロセスです。レーザは、正確で再現性のあるエネルギーと持続時間を制御できます。このレーザ光が部品上の一点(1mm以下でも制御可能)に集中すると、エネルギー密度は非常に大きくなります。この光エネルギーは材料に吸収され、焦点を当てたビームが金属の一部を穿孔し、蒸発させ、溶融させる「キーホール効果」を引き起こします。レーザ照射が終わると、キーホール周辺の溶融金属が戻り、固化して小さなスポット溶接を作り出します。この全過程は数ミリ秒しかかかりません1。
レーザは毎秒多くのパルスを放つことができ、作業物や光学部品を移動させることで、別々の「スポット」溶接または一連の重なるスポット溶接を作り出すことができます。これを連続的に実施することで密閉されたレーザシーム溶接を作成することが可能です1。
このように、微細スポット溶接では、幅が0.1nm以下と微小な範囲の溶接に威力を発揮します。また、深さの調整も可能で、nm~mmオーダーまで幅広い特長があります。加工速度も速く、溶接速度は数メートル/秒と高速です1。
この技術は幅広い範囲の材料に適用できることも特長です。例えば、鉄鋼、ニッケル合金、チタン、アルミニウム、銅などの金属、PET、PEN、アクリルなどの樹脂も溶接できます。
応用例
微細レーザスポット溶接の典型的な応用例としては、100マイクロスポット溶接以下のコイル溶接、銅タブをスチールバッテリー缶への高速溶接、ワイヤーのリングスポット溶接、医療器具の溶接などがあります1。
レーザスポット溶接は一般的なレーザ溶接と比べて、更に精密な操作が可能であり、その結果としてより微細な部品の結合が可能になります。電子部品や医療機器など、微細な部品を使用する産業にとって非常に価値があります。これが、微細レーザ溶接が高付加価値を生み出すと言われる理由です。
さいごに
微細レーザスポット溶接は、通常の電気的なスポット溶接より、微細な範囲を正確に溶接できる特徴があります。そのサイズ、高速性から付加価値の高い溶接方法であると言えます。
マイクロエッヂプロセス株式会社では、レーザ微細溶接を得意としております。ご要望がありましたら、お気軽にお問合せください。