はじめに
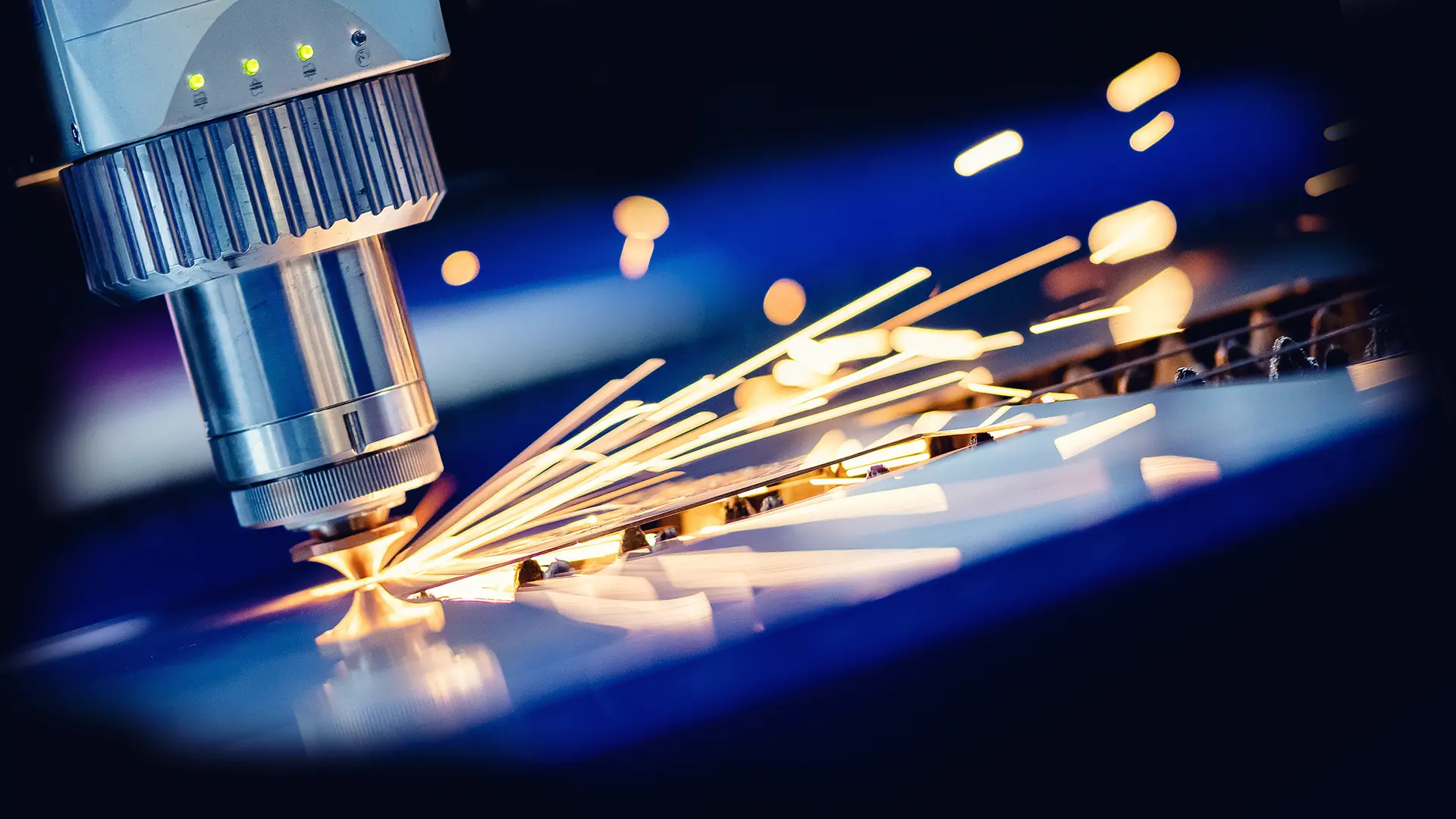
電子部品の微細レーザー溶接は、微細な部品や材料を高精度で接合するための技術です。このプロセスは、レーザー光を使用して熱源を提供し、被溶接部材の一点に熱を集中させて加熱することで材料を溶かして、接合を行います。電子機器の製造や微細機械部品の組み立てでは、この技術が広く使用されています。
電子部品の微細レーザー溶接
原理
以下に、微細レーザー溶接の基本的な要点を説明します。
レーザー光源 : 微細レーザー溶接には、通常Nd:YAGレーザーやファイバーレーザーなどの高出力レーザーが使用されます。これらのレーザーは、高エネルギーの光を非常に小さなスポットサイズに集中できるため、微細な溶接に適しています。
光吸収 : 溶接を行う材料は、使用するレーザー光の波長によって異なる吸収特性を持ちます。適切な波長を選ぶことで、被溶接材料が効果的に加熱されることが保証されます。金属材料では、532nm, 355nm などを用いると、効率的です。
スポットサイズとエネルギー制御 : レーザービームのフォーカスを微細に調整することで、狭い範囲に高エネルギーを供給できます。これにより、微細な部品や接合部を精密に溶かすことができます。光学系や使用するレーザー波長によりますが、数十µm程度の微細スポットを実現することもできます。
溶融と冷却 : レーザー光によって被溶接部材が溶けた後、冷却が必要です。適切な冷却方法を使用して急速に冷却することで、材料が正しく結合し、強度が確保されます。酸化を防ぐ効果も含めて、アルゴンガスや窒素ガスで冷却することもあります。
制御と自動化 : レーザー溶接は高度な制御と位置決めが必要です。ロボットアームやコンピュータ制御システムを使用して、正確な位置合わせとレーザービームの照射を行うことができます。ビームの走査は、溶接加工条件と上手くマッチングさせる必要があり、非常に重要な要素です。特に立体的な材料に対しては、ビームの走査が難しいですが、センサを組み合わせることで高精度に制御する試みもなされています。
具体例
以下には電子部品のレーザー微細溶接の具体例を列挙します。
チップ実装 : 電子基板上にある微細なチップ(半導体デバイス)を接続する際に使用されます。例えば、マイクロプロセッサやメモリチップを基板に接続するために、微細レーザー溶接が用いられます。はんだ付けの場合もあります。
導線接続 : 電子回路内の導線を接続する際に使用されます。微細な導線を正確に位置合わせし、高精度で接続することが可能です。
電子部品の固定 : 電子部品同士を正確に位置合わせして固定するために使用されます。例えば、スイッチやセンサーなどの微細な部品を基板に確実に固定する際に利用されます。
電極接合 : 電子デバイス内の異なる部品間で電気的な接続を行う際に使用されます。例えば、電池やキャパシタなどの電極を接続する際に微細レーザー溶接が適用されます。最近では、特にEV用の電池の接合に多用されています。
封止 : 電子部品を保護するために、微細な封止やカプセル化を行う際に使用されます。このプロセスにより、部品が外部からの影響を受けにくくなります。特に小さい部品の時には、微細レーザー溶接が有効です。
フィラメント接続 : フィラメントや微細な配線を電子部品に接続する際に使用されます。高精度な接続が要求される場面で利用されます。
センサーの組み立て : 高精度なセンサーの組み立てや微細な部品の接続に使用されます。例えば、温度センサーや圧力センサーなどの製造プロセスで微細レーザー溶接が利用されます。
さいごに
このように微細レーザー溶接は、電子機器の製造や組み立てにおいて広く使われており、高い精度と信頼性持っています。今後、様々なレーザーが開発され、活躍の範囲がさらに広がりそうです。