概要
フェムト秒レーザーとは、フェムト(1×10-15)秒という極めて短いパルス幅をもつパルスレーザーであり、超短パルスレーザーとも呼ばれます。光は1秒間に約30万kmを進むほど高速でありますが、その光でさえも 1 フェムト秒の間には約0.3 μm程度しか進むことができません。このことからもフェムト秒レーザーがいかに短いパルス幅を有するかが分かります。
ここでは、このフェムト秒レーザーについて、その原理、メリットや応用例を示していきます。
原理
パルスレーザーの発振方法は、変調法、Qスイッチ法、モード同期法の3つに分けることができ、フェムト秒レーザーの発振にはモード同期法が用いられます。
フェムト秒レーザーを加工用に使用するためには、そのパルスエネルギーを増幅する必要がありますが、先述したようにフェムト秒レーザーはパルス幅が非常に短いため、パルスエネルギー/パルス幅で計算されるピーク出力が非常に高くなります。そのため、フェムト秒レーザーをそのまま増幅すると、光学媒質の破壊によりパルスのピーク出力が制限されてしまいます。これを防ぐために、フェムト秒レーザーを一旦ナノ秒レベルまで伸長し、その後増幅し、最後にフェムト秒までパルス圧縮する「CPA法」が用いられます。
メリット
1. ピークパワーの高さ
ピークパワーはパルスエネルギーをパルス幅で割った値で、ピークパワーが高いほど、短時間に高いエネルギー密度を材料に集中させることが可能です。これにより、熱の影響がほとんどない微細な加工が可能となります。フェムト秒レーザーは極めて短いパルス幅を持つため、必然的にそのピークパワーも高くなります。
2. 熱影響の最小化
一般的にレーザーを用いた加工は、切削工具による加工に比較して熱影響が大きく高精度の加工には不向きとされてきました。しかし、ピークパワーが高くエネルギーの局所的なに伝えることが可能なフェムト秒レーザーは、熱を材料に与える時間を極めて短くすることが出来ます。これにより、熱影響ゾーンを最小限にとどめ、熱応力や材料の変形を最小化することが出来ます。
さらに、最適な波長の選択や光学系の設計により、非常に微細なスポットのレーザーを集光でき、それによりさらに微細さ、高精度さを高めることができます。
3. 非接触性
フェムト秒レーザー溶接は非接触で行われるため、材料表面の損傷や汚染を最小限に抑えることができます。加工工具のような摩耗がないため、コスト削減、環境汚染低減にも役立ちます。また、直接的に力学的な力を加えないため、微細な部品やデリケートな構造への力学的な影響も少なくなります。
応用例
1. 異種材料の接合
フェムト秒レーザーはその高いエネルギー密度から異種材料の溶接も可能です。異種材料の溶接や接着は、特に航空宇宙産業のような高付加価値な部材を提供できる分野で、高精度な微細部品や複雑な構造を有する部品を形成することに役立ちます。
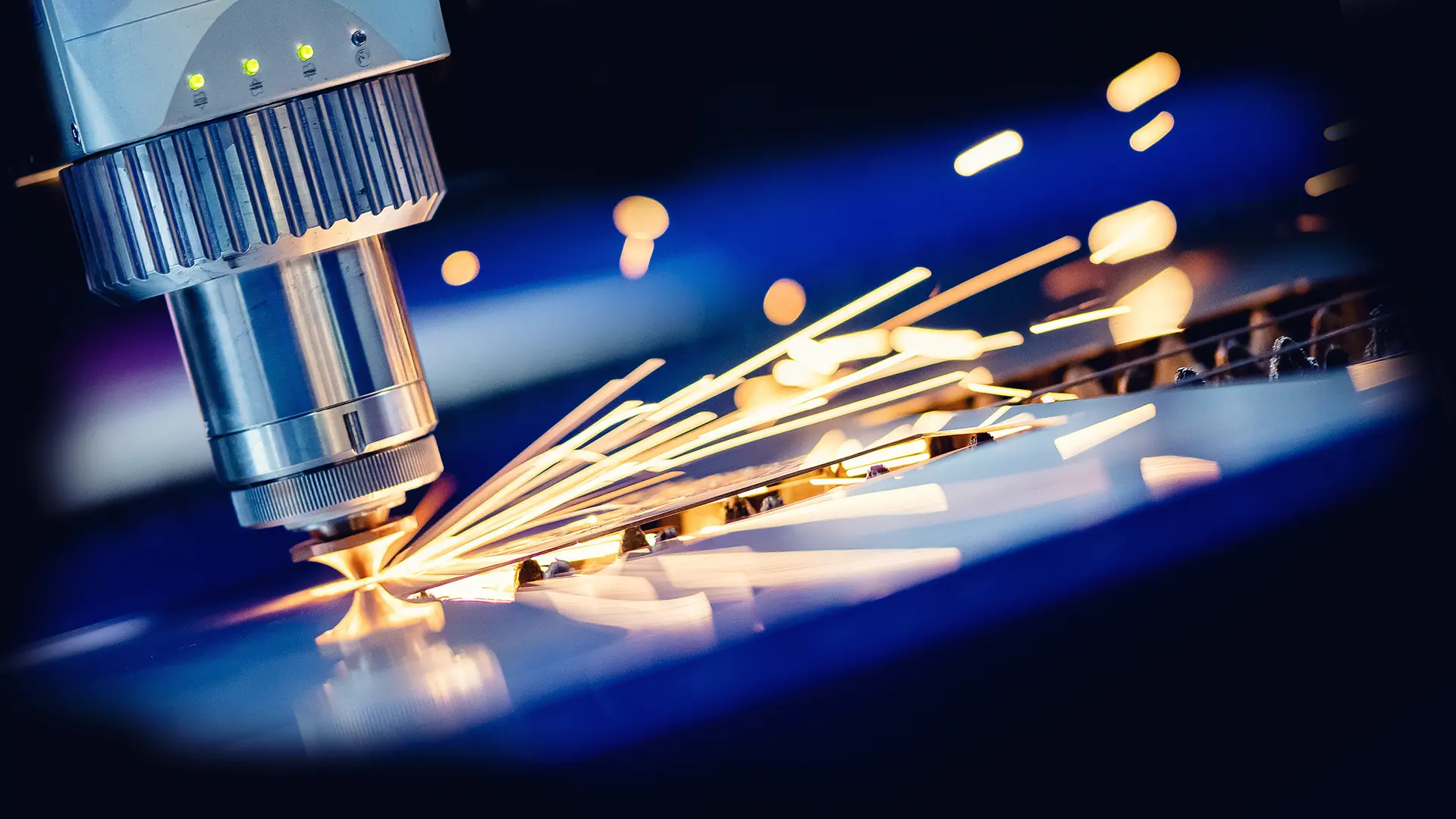
2. 高精度の孔加工
光のを高速・高精度に回転させるビームローテーターを用いることで、熱影響の影響がほとんどなく、形状精度の高い孔加工を実現することも可能です。さらにフェムト秒レーザーが出現する以前のCWないしロングパルスレーザーを含む従来の除去加工では、バリが発生し、再研磨加工などの追加工が必要でした。しかし、フェムト秒レーザーを用いた孔加工ではこのようなバリの発生はなく、再研磨の必要がないため作業工程を大幅に削減することが出来ます。
3. 精密切断
超短パルスレーザーの切断は他の熱によるレーザー切断のように、高速で厚板を切断するような作業には不向きですが、金属箔の精密切断などのように繊細な切断加工は、他の加工法に比較して安易かつより高精度の加工が可能です。