はじめに
ChatGPT に代表される大規模言語モデルが大変注目されています。AI(人工知能)は、従来も何度かブームがありました。しかし、ブームで終わり徐々に注目されなくなり、実使用上もあまり効果を上がてきませんでした。
しかし、昨今注目されている大規模言語モデルは、少々様子が異なるようです。従来よりずっと高い精度で結果を出し、プロンプトと呼ばれる対話型のコマンドでまるで人間と会話しているように回答を導き出すことができます。
しかも、実用上で有効な結果も出しており長く使われるかもしれません。逆に、あまりにも精度が高いため、フェイクニュースとして使えれるなど、懸念点も多いことから多くの国で監視することも検討されています。
ここでは、大規模言語モデルを使ってできる画像生成の実力を試してみます。
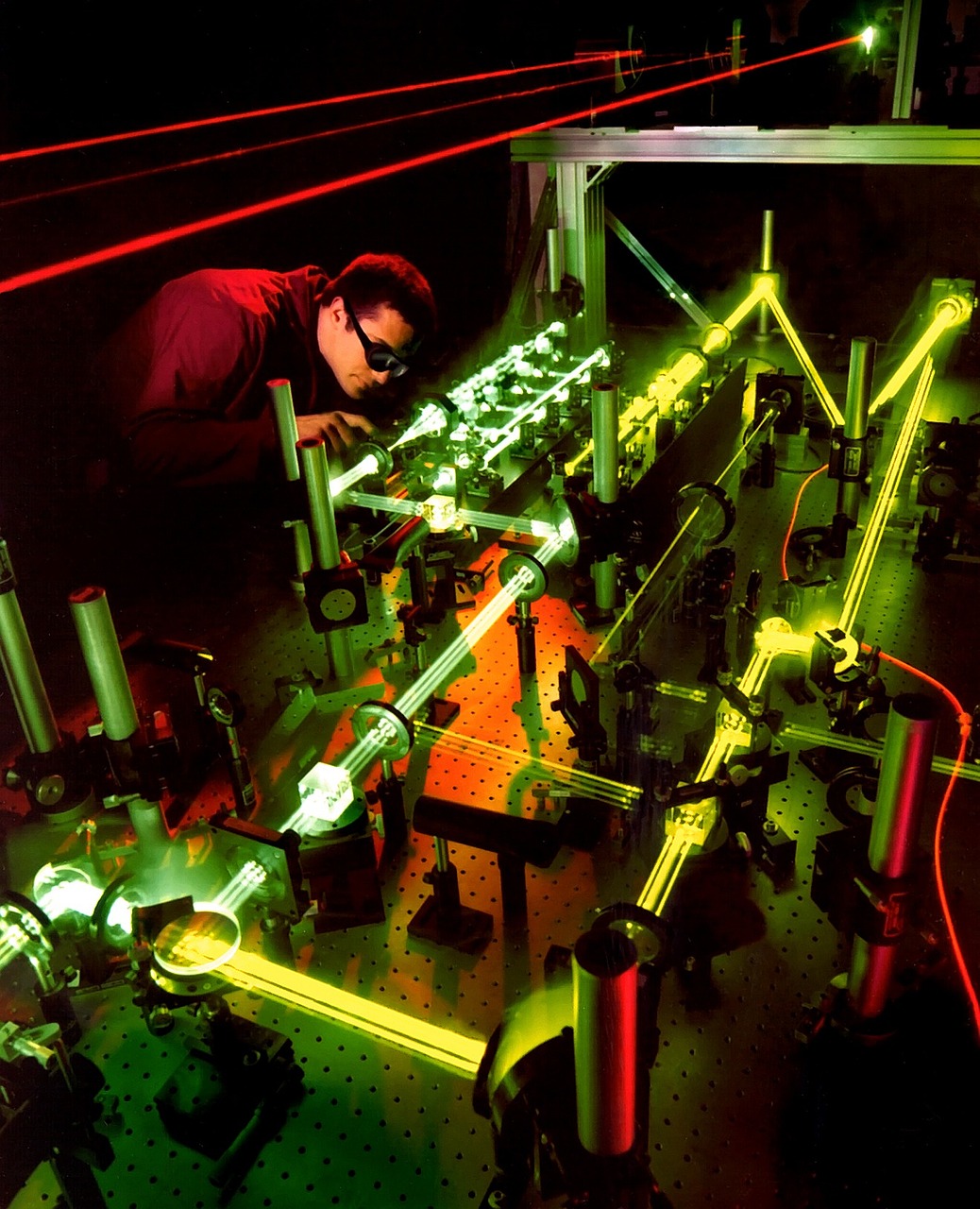
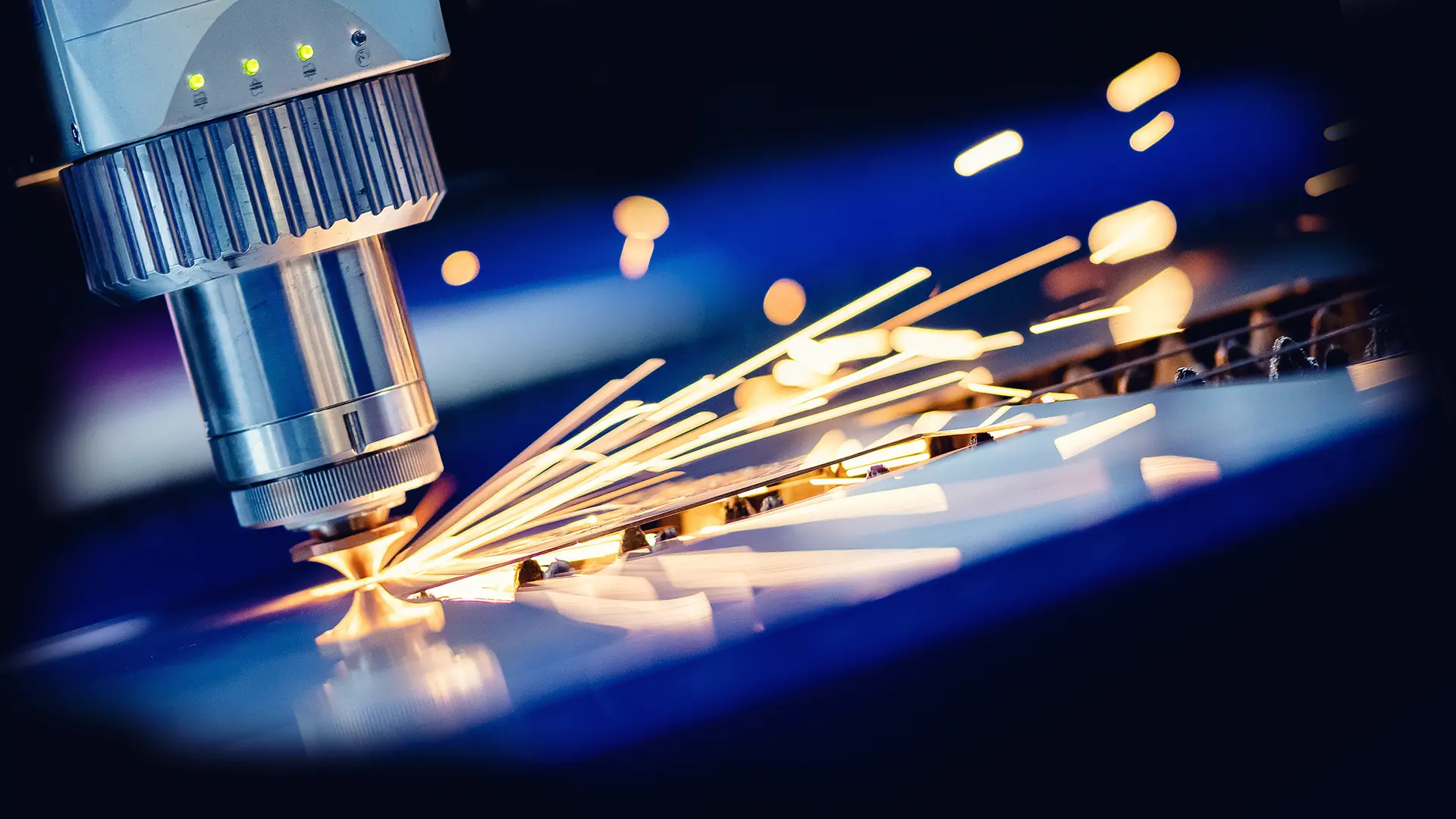
マニアックなレーザー微細加工の画を出せるか!?
レーザーは、広く認知され、加工ツールとしての利用も進んでいますが、レーザー微細加工となると、その市場はまだまだ限られています。
そんなニッチな分野の画を画像生成AIは描けるのでしょうか?
画像生成AIの代表と言えば、Stable Diffusion です。こちらで画を描いてもらいましょう。
まだまだ、英語のプロンプトの方が高い精度を実現できるため、英語のプロンプトを使います。
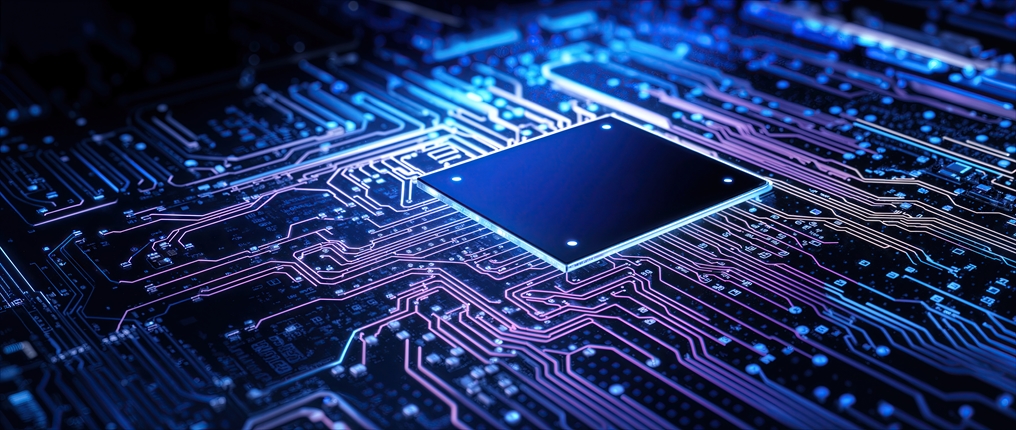
高速に微細穴を加工できる加工装置を描いてもらいましょう。
プロンプトはこちら
“`
Laser processing system which is able to drill small hole with high speed
“`
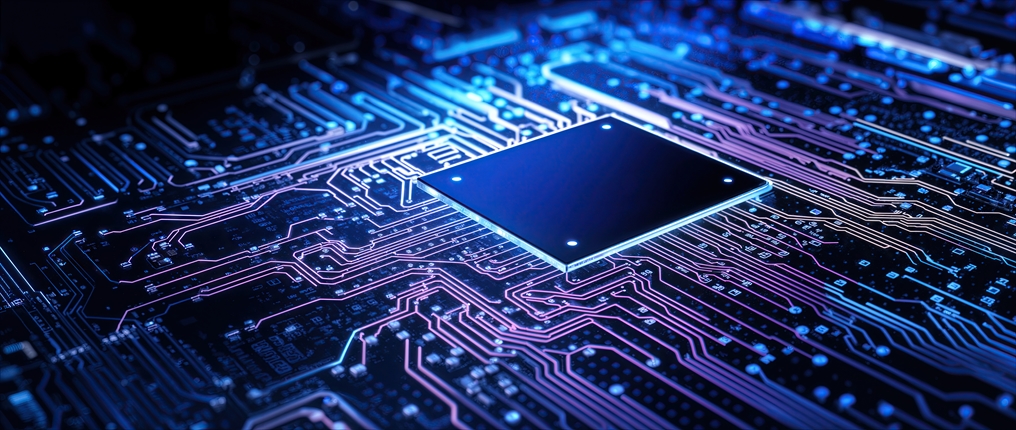
そして、出された画がこちら。



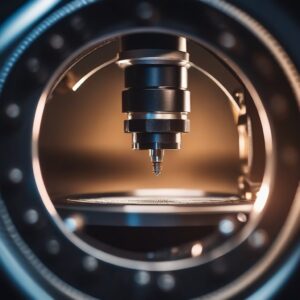
非常にリアルな画を出しました。しかも、精密な機器っぽいです。間違いなく何かのツールと言えます。
が、よく見るとやっぱりどうも変ですね。分かる人が見たら、明らかにおかしいところがいっぱいです。
さいごに
やなり、あまりにもニッチな業界には対応できないようです。
しかし、細部を覗けば、なかなかいい画を書いてくれます。
今後も継続して、仕事に役立つ画を描いてもらうように検討していきます。